





輻射交聯(lián)熱縮管的制造工藝
摘要:本文介紹了交聯(lián)聚乙烯的性能,生產(chǎn)通用縮管的工藝流程,以及吹脹工藝的操作和注意事項(xiàng)。
關(guān)鍵詞:輻射交聯(lián) 聚乙烯熱縮管 制造工藝
高壓聚乙烯經(jīng)高能射線(如電子束或 Y 射線)輻照后,發(fā)生高分子交聯(lián),它們?cè)谟袡C(jī)溶劑中的溶解性能下降或者不再溶解。這種聚乙烯交聯(lián)材料,其電學(xué)性能幾乎未發(fā)生變化,而耐熱、機(jī)械和防腐蝕性能大大提高,還具有寶貴的“記憶”效應(yīng),可以制造熱縮管。
輻射交聯(lián)聚乙烯的性能
高壓聚乙烯具有優(yōu)良的電學(xué)性能,并耐酸堿和鹽類(lèi)。在電流頻率為50-1x109HZ范圍內(nèi),它的介電常數(shù)和介質(zhì)損耗與電流頻率無(wú)關(guān),通常用作高頻絕緣材料。缺點(diǎn)是熔點(diǎn)口較低( 105 - 110 ℃ ),長(zhǎng)期使用溫度不能超過(guò) 60 ℃ 。經(jīng)輻照以后,耐熱性和機(jī)械強(qiáng)度顯著提高,長(zhǎng)期使用溫度可達(dá)到 100℃ ,熔點(diǎn)可達(dá) 135 ℃ 。例如密度為 0 . 92 / cm3的高壓聚乙烯,制成 1 . 5mm 薄板,經(jīng)電子束輻照后(劑量 250kGy ) .其拉伸強(qiáng)度可以從 140 kg / cm2。提高到 240 kg/cm2,熔點(diǎn)從 110 ℃ 提高到 150 ℃ 。為提高其耐熱性,還可以添加抗氧劑、助抗氧劑和紫外光吸收劑,使得到的耐熱輻射交聯(lián)聚乙烯材料長(zhǎng)期使用溫度提高到 130 ℃ ,短期使用溫度達(dá)到 200 ℃ 。若再增加阻燃劑,則可制成阻燃型輻射交聯(lián)聚乙烯材料,應(yīng)用于需要防火的各類(lèi)產(chǎn)品。
一般工藝流程
通用熱縮管制造工藝流程如圖1
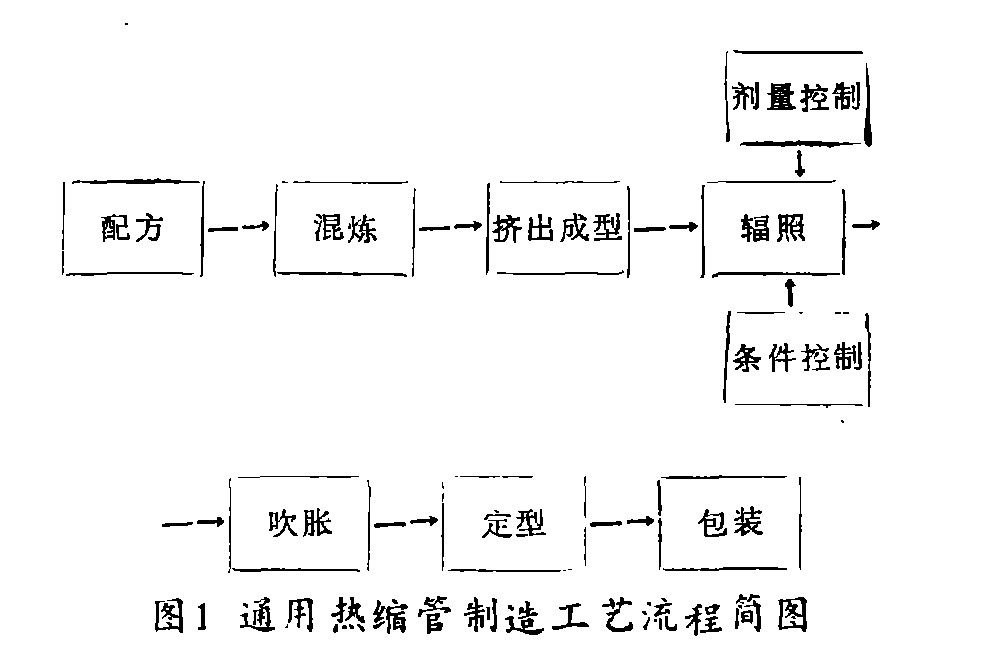
(1)配方 選擇適當(dāng)品種(一種或多種)高分子聚合物材料作為基料,加入適當(dāng)品種和數(shù)量的填料(如碳黑)、抗氧劑、交聯(lián)劑(為了使用較小的劑量得到較大的交聯(lián)程度)和其它拼料,從而得到性能穩(wěn)定、質(zhì)量高的原料.
(2)混煉 將配方后的各種輔料和基料均勻混合。一般采用密煉機(jī)來(lái)完成。密煉混合后的粉劑原料,再用造粒機(jī),切斷造型成顆粒料。
(3)擠出成型 根據(jù)對(duì)管徑大小、竹壁厚薄和外管形狀的不同要求制成注塑模具, 用不同規(guī)格的注塑機(jī)擠出成型,制成不同規(guī)格的高分子輻射交聯(lián)管子。
(4)輻照 可以采用各種類(lèi)別的加速器,用電子束進(jìn)行加工;也可以采用60Co(137Cs)輻照裝置,用 Y 射線進(jìn)行加工。
(5)質(zhì)量控制 主要是輻照劑量和均勻度兩個(gè)問(wèn)題。劑量必須控制在適宜范圍.過(guò)低或超過(guò)將導(dǎo)致交聯(lián)度不夠或趨向裂解。輻照劑量一定要均勻,否則影響產(chǎn)品質(zhì)量。
(6)條件控制 主要是輻照時(shí)要與空氣中的氧隔絕。可采用真空包裝、充氮去氧包裝后輻照.
(7)吹脹 將管子加熱到結(jié)晶熔融溫度以上呈彈性狀態(tài)時(shí),用氣體壓力,將其橫向吹脹。管子較粗、管壁較厚時(shí),也可采用機(jī)械擴(kuò)張。
(8)定型 吹脹(擴(kuò)脹)后的管子,經(jīng)水冷卻,使其定型。
(9)包裝 對(duì)定型的管子,按國(guó)家標(biāo)準(zhǔn)和運(yùn)輸包裝。
吹脹工藝
吹脹是輻射交聯(lián)熱縮管制造的核心工藝,現(xiàn)以通用聚乙烯熱縮細(xì)管為例說(shuō)明如下。吹脹工藝流程如圖2所示。
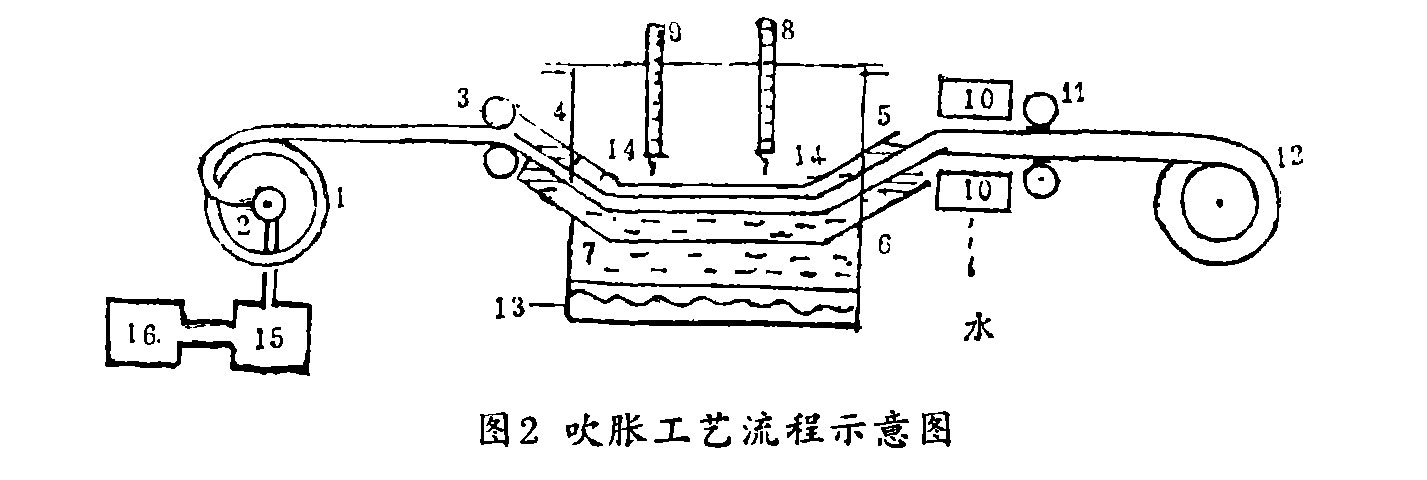
將輻射交聯(lián)聚乙烯管繞在木制的供料卷筒(1)上,要均勻,厚度適宜,避免變曲和損傷。壓縮空氣通過(guò)供氣管( 2 )進(jìn)入輻射交聯(lián)聚乙烯管的一端,另一端封死以保持聚乙烯管內(nèi)恒壓。供料輥( 3 )把聚乙烯管送進(jìn)油浴( 7 )。其傳熱介質(zhì)為甘油,通過(guò)電加熱器( 13 )加熱,接觸溫度計(jì)( 8 , 9 )和繼電器控制加熱器恒定溫度。油浴中部有鐵制油浴管( 6 ) ,其底部有三排孔以便甘油進(jìn)入油浴管內(nèi)。壓管輥( 14 )減少聚乙烯管移動(dòng)時(shí)的摩擦,,并可防止聚乙烯管漂在上面。在油浴管進(jìn)出口用( 4 )、( 5 )兩個(gè)膠塞,以免聚乙烯通過(guò)時(shí)受損傷。水冷卻器(10) 是一個(gè)帶夾套的裝置,夾套內(nèi)贈(zèng)有四排細(xì)孔。通入自來(lái)水均勻噴射在熱吹脹管上,使之冷卻定徑。牽引輥( 11 )把已吹脹的管送到卷料輥( 12 )卷料。

工藝參數(shù):油浴溫度 135-160 ℃ 可調(diào)管速度2-4m/min,通過(guò)壓縮機(jī)(16)和貯氣筒(15)將供氣壓力控制在0.2-1.0 kg/cm2,輻照劑量 100kGy ,吹脹率 50-100 % ,縱向伸長(zhǎng)率< 20 %。
采用內(nèi)壓吹脹法制造聚乙烯熱縮氣管時(shí),為了保證質(zhì)量,要掌握管線速度、油浴溫度和供氣壓力三個(gè)要素。
管線速度根據(jù)輻照交聯(lián)程度、油浴長(zhǎng)短和油浴溫度決定。通常在交聯(lián)度高、油浴不長(zhǎng)、溫度不高時(shí),管線速度可適當(dāng)放慢;反之,管線速度要適當(dāng)快些。
當(dāng)管線速度和油浴溫度一定時(shí),供氣壓力應(yīng)視管璧薄厚、大、小、和交聯(lián)程度而定。管壁厚、管徑小、輻照交聯(lián)度高時(shí),供氣壓力要大;反之,供氣壓力要小。
加熱溫度一般略高于輻射交聯(lián)聚乙烯結(jié)晶熔融溫度。當(dāng)輻射交聯(lián)度高、管壁厚時(shí),則可把加熱溫度提高。
輻射交聯(lián)聚乙烯熱縮細(xì)管有一個(gè)極限吹脹率.在此極限內(nèi),調(diào)節(jié)供氣壓力,可以得 到不同吹脹率的熱縮細(xì)管。
本文由東莞云林搜集并整理,歡迎關(guān)注,帶你一起長(zhǎng)知識(shí)!

 業(yè)務(wù)QQ
業(yè)務(wù)QQ 